



联系我们
电 话:131 0980 3021
联系人:杨经理
网址:www. dlzshl.cn
地 址:辽宁省大连市甘井子区华北路181号402室(灯具批发市场正对面)

企业名称:大连中盛汇利建材有限公司
杨 经 理:13109803021
邮 箱:452997286@qq.com
地 址:辽宁省大连市甘井子区华北路181号402室(灯具批发市场正对面)
网 址:www.dlzshl.cn

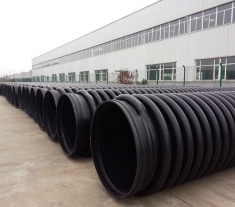
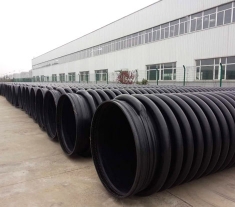
钢带大连增强缠绕结构壁B型管-钢带增强螺旋波纹管是一种以高密度聚乙烯(PE)为基体(内外层)与表面涂敷粘接树脂钢带复合的缠绕结构壁管。为了减少内部焊缝的焊接变形,PA焊接系统采用脉冲焊接电流.PA焊夹具与焊炬定位均与GTA捍接设备相局。
向双壁钢带波纹管内充入压缩气体的通气管通过通气孔眼与波纹管相连接.通气管一通气孔眼一波纹管的整套焊接安装工序的第一步是将通气孔眼插入端板1上的充气孔洞中。然后将通气管的一端扩口。该喇叭口置于通气眼上。在通气管上装有一个弹簧加载装置,使喇叭口端受压而紧贴通气孔眼,以确保焊接过程中通气孔眼的位置不发生移动.首先焊第一道焊缝,将通气孔眼焊在波纹管上,然后焊第二道焊缝,把通气管焊接在通气孔眼上.对管眼焊缝投有捍透性要求,但对眼一板之阿焊缝要求完全焊透.
在大连增强缠绕结构壁B型管各种位置进行焊接时,接头均须在工夹具以上最少4.548mm处。但是,高出夹具过多也会使得构成各部件的不锈钢板相互之间难于保持接触.夹具要进行数次调整。本研究中由于各部分的尺寸偏差,这一问题也未能彻底解决。两种焊接工艺的拥定参数均无法调整到完全补偿尺寸的偏差。因此,两种焊接工艺在同焊缝的不同部位焊接熔深差异很大表幼。表I中的数据是根据恰周向每隔}5.切取的若干横切面进行侧量取得的。
联系我们
电 话:131 0980 3021
联系人:杨经理
网址:www. dlzshl.cn
地 址:辽宁省大连市甘井子区华北路181号402室(灯具批发市场正对面)



